Kinematyka i bezpieczeństwo mocowania detali – jak nowoczesne przyrządy zaciskowe optymalizują procesy toczenia?
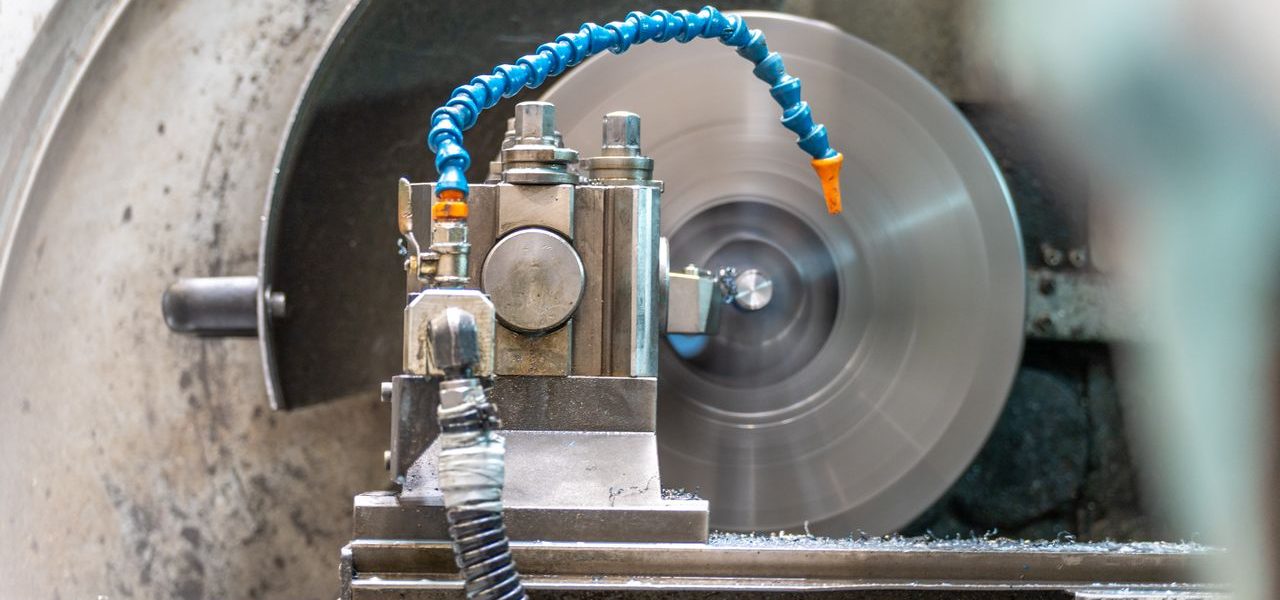
Współczesna technologia obróbki ubytkowej w przemyśle metalowym rozwija się w kierunku maksymalnego zintensyfikowania parametrów skrawania. W dobie powszechnej automatyzacji, gdzie nowoczesne wieloosiowe centra tokarskie realizują zaawansowane programy komputerowe z zawrotnymi prędkościami obrotowymi, stabilność posadowienia obrabianego detalu stała się parametrem o krytycznym znaczeniu. Każda niestabilność w strefie bazowania, najmniejszy luz czy mikro-drganie obracającego się materiału wywołuje szereg negatywnych konsekwencji technologicznych. Zjawiska te prowadzą do natychmiastowego pogorszenia struktury geometrycznej powierzchni, uniemożliwiają zachowanie rygorystycznych tolerancji wymiarowych, przyspieszają tępienie drogich ostrzy węglikowych, a w skrajnych przypadkach stwarzają bezpośrednie zagrożenie dla zdrowia personelu. Centralnym elementem odpowiedzialnym za sztywne, centryczne i w pełni bezpieczne unieruchomienie półfabrykatu we wrzecionie maszyny jest profesjonalny uchwyt tokarski.
Zastąpienie wyeksploatowanego oprzyrządowania zaawansowanymi systemami mocującymi pozwala na drastyczne skrócenie czasów pomocniczych i redukcję liczby wad produkcyjnych. Ogromny wybór certyfikowanych systemów zaciskowych, dostosowanych do zróżnicowanych standardów montażowych, można szczegółowo przeanalizować pod adresem: https://www.e-darmet.pl/uchwyty-tokarskie.
Podział konstrukcyjny układów zaciskowych pod kątem specyfiki produkcji
W zależności od wielkości partii produkcyjnej, stopnia skomplikowania geometrii obrabianych części oraz stopnia zautomatyzowania stanowiska roboczego, w inżynierii mechanicznej stosuje się dwa zasadnicze rozwiązania sterowania pracą szczęk:
- Uchwyty z dociskiem ręcznym: W tych tradycyjnych systemach proces przemieszczania szczęk realizowany jest manualnie przez operatora za pomocą specjalnego klucza. Obrót klucza wprawia w ruch wewnętrzną tarczę ze spiralą Archimedesa, co wymusza synchroniczne, centryczne zaciskanie się lub rozwieranie elementów chwytowych. Cechują się one prostotą, niezawodnością oraz dużą uniwersalnością. Są idealnym wyborem do produkcji jednostkowej, prac remontowych oraz warsztatów narzędziowych, gdzie czas załadunku pojedynczej części nie determinuje opłacalności zlecenia.
- Uchwyty z dociskiem zautomatyzowanym: W zakładach nastawionych na masową produkcję seryjną, gdzie każda sekunda poświęcona na montaż detalu generuje straty ekonomiczne, standardem staje się automatyzacja. W takich warunkach optymalnym rozwiązaniem staje się zaawansowany uchwyt tokarski pneumatyczny. System ten wykorzystuje energię sprężonego powietrza, która za pośrednictwem specjalnego siłownika umieszczonego z tyłu wrzeciona i centralnego cięgna steruje pracą mechanizmu klinowego wewnątrz korpusu. Umożliwia to błyskawiczne, powtarzalne zaciśnięcie materiału za pomocą jednego przycisku lub sygnału zautomatyzowanego z panelu sterowania CNC.
Inżynieria materiałowa a wyzwanie kompensacji siły odśrodkowej
Ekstremalne warunki pracy, ciągły kontakt z ostrymi wiórami metalowymi oraz agresywne działanie cieczy chłodząco-smarujących wymuszają na producentach stosowanie bezkompromisowych standardów metalurgicznych. Korpus, w który wyposażony jest współczesny uchwyt tokarski, odlewany jest z wysokogatunkowego żeliwa sferoidalnego lub precyzyjnie odkuwany ze stali stopowej o podwyższonej odporności na rozciąganie. Wszystkie wewnętrzne powierzchnie ślizgowe oraz same szczęki zaciskowe są hartowane indukcyjnie i precyzyjnie szlifowane, co minimalizuje opory wewnętrzne mechanizmu i zapobiega powstawaniu odgnieceń.
Niezwykle istotnym aspektem konstrukcyjnym, jakim wyróżnia się zaawansowany uchwyt tokarski pneumatyczny, jest ochrona przed spadkiem siły trzymania podczas pracy z wysokimi obrotami. Siła odśrodkowa działająca na wirujące, masywne szczęki dąży do ich odepchnięcia od osi obrotu, co osłabia uścisk na obrabianym przedmiocie. Nowoczesne konstrukcje przemysłowe posiadają zintegrowane systemy dźwigniowe lub przeciwwagi, które skutecznie neutralizują to zjawisko fizyczne, gwarantując stałą i bezpieczną siłę docisku w pełnym zakresie prędkości obrotowych obrabiarki.
Standardy połączeń uchwytów z wrzecionem obrabiarki
Właściwa konfiguracja techniczna wymaga poprawnego dopasowania interfejsu montażowego uchwytu do zakończenia wrzeciona tokarki. W przemyśle maszynowym standardem są dwa rozwiązania:
- Osadzenie cylindryczne (na zabierak): Korpus mocowany jest do maszyny za pośrednictwem dodatkowej tarczy zabierakowej. Tarcza ta wymaga uprzedniego dopasowania i przetoczenia bezpośrednio na docelowej tokarce, co pozwala na uzyskanie idealnej współosiowości układu.
- Osadzenie bezpośrednie (stożkowe): Profesjonalny standard oparty na rygorystycznych normach międzynarodowych, gdzie tył uchwytu posiada zintegrowane gniazdo stożkowe dopasowane do końcówki wrzeciona. Połączenie blokowane jest za pomocą szpilek lub pierścienia, co gwarantuje najwyższą sztywność i drastycznie skraca czas przezbrojenia obrabiarki.
Podsumowanie – standaryzacja oprzyrządowania filarem nowoczesnego przemysłu
Systematyczna modernizacja systemów mocujących oraz wdrażanie zaawansowanych rozwiązań technologicznych to jedna z najskuteczniejszych metod na podniesienie kultury technicznej i rentowności każdego zakładu obróbki mechanicznej. Całkowite wyeliminowanie bicia promieniowego pozwala na pełną kontrolę nad procesem technologicznym, chroni narzędzia skrawające przed przedwczesnym zużyciem i gwarantuje najwyższą jakość finalnego produktu. Zaopatrywanie przedsiębiorstwa w certyfikowane komponenty za pośrednictwem profesjonalnych hurtowni internetowych zapewnia menedżerom ciągłość dostaw, stabilność kosztów oraz pełne bezpieczeństwo operacyjne. Postaw na sprawdzone rozwiązania inżynieryjne, które ułatwiają codzienną pracę operatorów i stanowią stabilny fundament pod dynamiczny rozwój Twojego biznesu.